The emergence of fiber lasers for many industrial laser applications have brought a significant impact, especially in the laser marking is more obvious. With superior performance, higher reliability and lower production costs, fiber lasers are now widely accepted. IPG’s compact lasers to meet the requirements of deep marking and high-speed engraving of metals. The high power of 50 W is fully achievable without compromising the brightness of the focusing conditions.
For ordinary polymer marking, a green laser pointer with an average power of 20 W can achieve very high marking speeds. Polycarbonate materials because of its high hardness and excellent optical properties, are being used more and more, such as lenses. There is a growing demand for high-quality laser marking of polycarbonate parts, which has become a standard process in many industries.

In contrast to laser marking on other materials, clear marking of polycarbonate materials is not the same. In some laser environments, the infrared laser beam can not be immediately absorbed by the surface of the transparent or light-colored polycarbonate and polycarbonate-like materials, but they are absorbed by the uppermost layer of the material. This controlled absorption results in small spherical or foam-like protrusions in the material, sometimes up to 0.2-0.3 mm. Careful observation of these closely held together the foam, you will find many of them are submicron size.
Assuming that the absorption of the laser light by the workpiece is continuous, the heat input to the workpiece is controlled by the average power of the 5mw laser pointer, the operating speed, the raster fill (if grating technology is used), or the spacing. Increase the power, reduce the raster fill, reduce the marking speed, will increase the laser on the workpiece heat input. When marking on materials such as polycarbonate, this effect will result in further expansion of the foam and agglomeration, which will eventually lead to the surface cracking of the material. Laser marking using infrared fiber lasers is to balance these input parameters, and get a fuzzy mark and a clear contrast, without the need to make a large area of surface roughness.
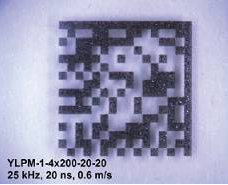
Many types of lasers are available for this type of marking, depending on the need for a flexible pulse width. In order to get the best mark, you can use YLPM? 1-4×200-20-20 this pulse length adjustable laser. Due to the difference in crystallinity and the uneven absorption of infrared radiation by polycarbonates, scanners are often required to delay or even stop operation to optimize a particular part. As shown in Figure 2 compact desktop system is very suitable for this type of laser marking process.
In order to obtain clearly visible contrast effects, high power laser pointer marking of polycarbonate materials relies on the discovery of different methods from other polymers. The controllability of nanosecond fiber lasers enables transparent polycarbonate materials to achieve high-speed laser marking with high quality and high contrast marks. In polycarbonate materials, most of these marks can penetrate into the inner layer of the material.
http://blogs.psychologies.com/eyes123456/intelligent-technology-aeroengine-294779.html
(9)
Tags: 5mw laser pointer, green laser pointer, high power laser pointer